咨詢服務熱線 0710-7869688



News
 熱門推薦
熱門推薦
 爐襯修補料
爐襯修補料
 爐襯修補料批發
爐襯修補料批發
 鐵水包澆注料
鐵水包澆注料
 高性能防渣涂抹料
高性能防渣涂抹料
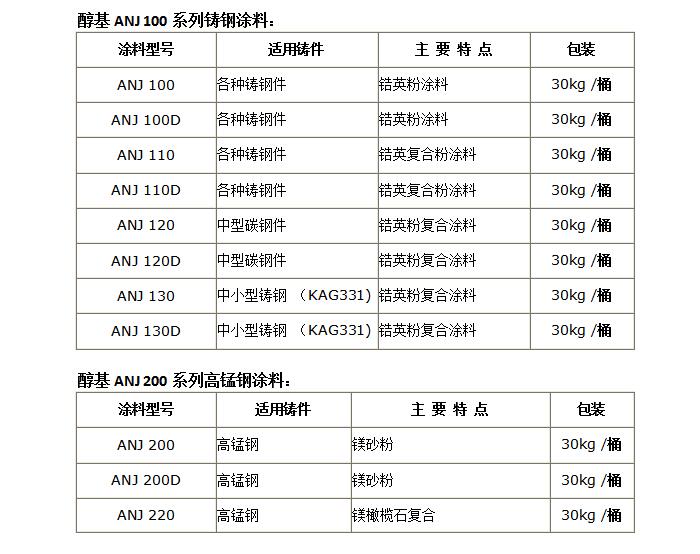 安耐捷涂料系列
安耐捷涂料系列
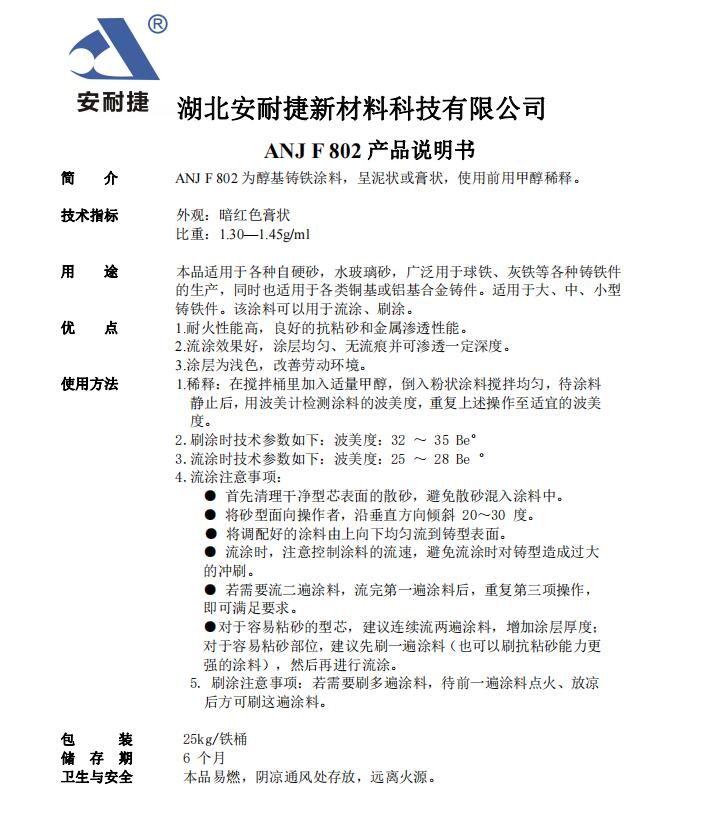 久久成人精品:產品說明ANJ F 802
久久成人精品:產品說明ANJ F 802
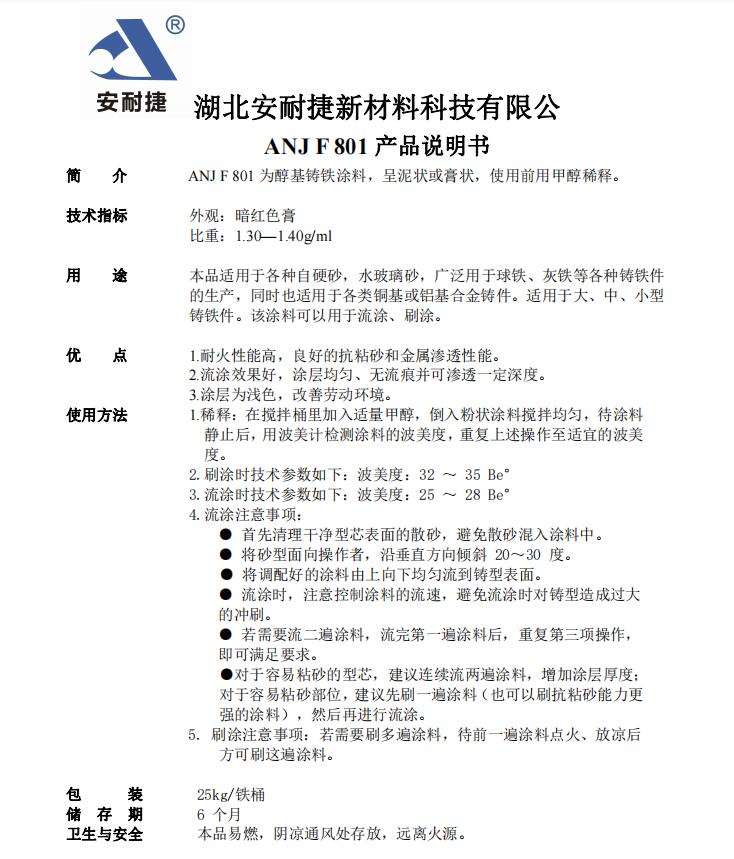 久久成人精品:產品說明ANJ F 801
久久成人精品:產品說明ANJ F 801
 久久成人精品:ANJ產品說明書330
久久成人精品:ANJ產品說明書330
 久久成人精品:ANJ產品說明書320
久久成人精品:ANJ產品說明書320
 久久成人精品:ANJ產品說明書310
久久成人精品:ANJ產品說明書310
 久久成人精品:ANJ產品說明書300
久久成人精品:ANJ產品說明書300
 久久成人精品:ANJ產品說明書130
久久成人精品:ANJ產品說明書130
 久久成人精品:ANJ產品說明書120
久久成人精品:ANJ產品說明書120
 久久成人精品:ANJ產品說明F 203S
久久成人精品:ANJ產品說明F 203S
 久久成人精品:ANJ產品說明802
久久成人精品:ANJ產品說明802
 久久成人精品:ANJ產品說明801
久久成人精品:ANJ產品說明801
 久久成人精品:ANJ產品說明800
久久成人精品:ANJ產品說明800
 久久成人精品:ANJ產品說明220
久久成人精品:ANJ產品說明220
 久久成人精品:ANJ產品說明202S
久久成人精品:ANJ產品說明202S
 久久成人精品:ANJ產品說明201S
久久成人精品:ANJ產品說明201S
 久久成人精品:ANJ產品說明200S
久久成人精品:ANJ產品說明200S
 久久成人精品:ANJ產品說明200
久久成人精品:ANJ產品說明200
 久久成人精品:ANJ產品說明110
久久成人精品:ANJ產品說明110
 久久成人精品:ANJ產品說明101S
久久成人精品:ANJ產品說明101S
 久久成人精品:ANJ產品說明100S
久久成人精品:ANJ產品說明100S
 久久成人精品:ANJ產品說明100
久久成人精品:ANJ產品說明100
 久久成人精品:安耐捷F-200G高發熱冒口產品說明
久久成人精品:安耐捷F-200G高發熱冒口產品說明
 久久成人精品:ANJF-909發熱冒口覆蓋劑說明書
久久成人精品:ANJF-909發熱冒口覆蓋劑說明書
 久久成人精品:ANJF-400D冒口說明書
久久成人精品:ANJF-400D冒口說明書
 久久成人精品:ANJF-300B發熱保溫板
久久成人精品:ANJF-300B發熱保溫板
 久久成人精品:ANJF-200X說明書
久久成人精品:ANJF-200X說明書
 久久成人精品:ANJF-100B冒口說明書
久久成人精品:ANJF-100B冒口說明書
 安耐捷冒口介紹
安耐捷冒口介紹
 安耐捷冒口名稱
安耐捷冒口名稱
 涂料系列
涂料系列
 冒口系列
冒口系列
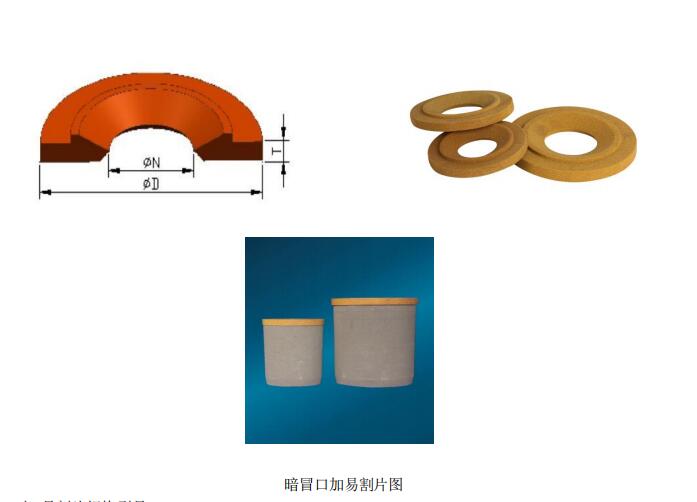 久久成人精品:安耐捷F-EGP系列冒口易割片
久久成人精品:安耐捷F-EGP系列冒口易割片
 久久成人精品:鑄造用ANJ-F系列高效發熱冒口應用技術
久久成人精品:鑄造用ANJ-F系列高效發熱冒口應用技術
 耐火涂料
耐火涂料
 久久成人精品:廣東煉鋼電爐爐料如何選擇
久久成人精品:廣東煉鋼電爐爐料如何選擇
 久久成人精品:湖北武漢襄陽耐火材料
久久成人精品:湖北武漢襄陽耐火材料
 久久成人精品:溫州打爐料坩堝解決方案
久久成人精品:溫州打爐料坩堝解決方案
 成型坩鍋
成型坩鍋
 中性爐襯材料
中性爐襯材料
 堿性爐襯材料
堿性爐襯材料
 久久成人精品:酸性爐襯材料F系列
久久成人精品:酸性爐襯材料F系列
 線圈膠泥
線圈膠泥
 無碳鋼包耐火材料
無碳鋼包耐火材料
 中性爐襯材料廠家
中性爐襯材料廠家
 中性爐襯材料批發
中性爐襯材料批發
 中性爐襯材料報價
中性爐襯材料報價
 中性爐襯材料銷售
中性爐襯材料銷售
 中性爐襯材料生產
中性爐襯材料生產
 線圈膠泥廠家
線圈膠泥廠家
 久久成人精品:酸性爐襯材料A系列
久久成人精品:酸性爐襯材料A系列
 久久成人精品:酸性爐襯材料R系列
久久成人精品:酸性爐襯材料R系列
 久久成人精品:酸性爐襯材料G系列
久久成人精品:酸性爐襯材料G系列
 氣動振動筑爐機
氣動振動筑爐機
 澆注料
澆注料
 堿性爐襯材料廠家
堿性爐襯材料廠家
 高性能修補料
高性能修補料
 搗打料價格
搗打料價格
 鐵水包澆注料
鐵水包澆注料
 搗 打 料
搗 打 料
 澆注料廠家
澆注料廠家
 透熱爐料
透熱爐料
 久久成人精品:酸性爐襯材料2系列
久久成人精品:酸性爐襯材料2系列
 搗打料廠家
搗打料廠家
 堿性爐襯材料批發
堿性爐襯材料批發
 堿性爐襯材料報價
堿性爐襯材料報價
 久久成人精品:酸性爐襯材料3系列
久久成人精品:酸性爐襯材料3系列
 久久成人精品:酸性爐襯材料D系列
久久成人精品:酸性爐襯材料D系列
 電動筑爐機
電動筑爐機
 中性爐襯材料價格
中性爐襯材料價格
 久久成人精品:中性爐襯材料烤爐工藝
久久成人精品:中性爐襯材料烤爐工藝
 久久成人精品:中性爐襯材料烘爐工藝
久久成人精品:中性爐襯材料烘爐工藝
 久久成人精品:60噸中頻電爐工藝
久久成人精品:60噸中頻電爐工藝
 久久成人精品:45噸爐氣動筑爐烘爐工藝
久久成人精品:45噸爐氣動筑爐烘爐工藝
 久久成人精品:40噸爐氣動筑爐烘爐工藝
久久成人精品:40噸爐氣動筑爐烘爐工藝
 久久成人精品:10-15噸中頻爐氣動筑爐烘爐及維護工藝
久久成人精品:10-15噸中頻爐氣動筑爐烘爐及維護工藝
 久久成人精品:5噸中性料施工工藝
久久成人精品:5噸中性料施工工藝
 久久成人精品:3噸中性料施工工藝
久久成人精品:3噸中性料施工工藝
 久久成人精品:2噸中性料施工工藝
久久成人精品:2噸中性料施工工藝
 久久成人精品:1.5噸中性料施工工藝
久久成人精品:1.5噸中性料施工工藝
 久久成人精品:0.75噸中性料施工工藝
久久成人精品:0.75噸中性料施工工藝
 久久成人精品:中性爐襯材料LFS-983產品介紹
久久成人精品:中性爐襯材料LFS-983產品介紹
 久久成人精品:中性爐襯材料LFS-982產品介紹
久久成人精品:中性爐襯材料LFS-982產品介紹
 久久成人精品:中性爐襯材料LFS-885CR產品介紹
久久成人精品:中性爐襯材料LFS-885CR產品介紹
 久久成人精品:中性爐襯材料LFS-882A產品介紹
久久成人精品:中性爐襯材料LFS-882A產品介紹
 久久成人精品:中性爐襯材料C-90產品介紹
久久成人精品:中性爐襯材料C-90產品介紹
 中性爐襯材料
中性爐襯材料
 中性料檢驗報告
中性料檢驗報告
 久久成人精品:中性料C-75熔鋁產品介紹
久久成人精品:中性料C-75熔鋁產品介紹
 久久成人精品:8噸酸性料施工工藝
久久成人精品:8噸酸性料施工工藝
 久久成人精品:3噸酸性料施工工藝
久久成人精品:3噸酸性料施工工藝
 3噸酸性料工藝
3噸酸性料工藝
 2噸酸性料工藝
2噸酸性料工藝
 久久成人精品:1噸酸性料施工工藝
久久成人精品:1噸酸性料施工工藝
 久久成人精品:0.75噸酸性料施工工藝
久久成人精品:0.75噸酸性料施工工藝
 久久成人精品:0.5噸酸性料工藝
久久成人精品:0.5噸酸性料工藝


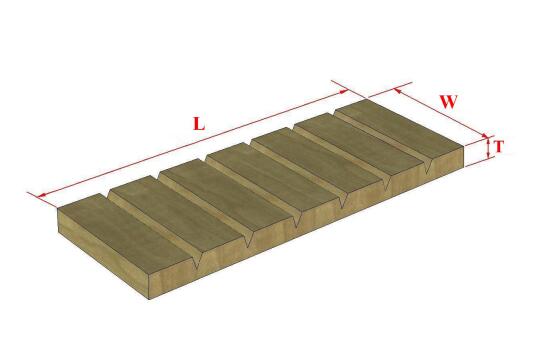
該產品是電斷爐底材料的更新換代的產品,屬不定型耐火材料,施工、維護簡便,不受爐型尺寸規格的限制,其壽命是磚砌爐底的數倍以至數十倍,近年來已廣泛應用于交、直流普通功率、高功率、**功率電爐,是目前電爐冶煉廠家理想的經濟型、穩定爐底材料。本產品為MgO-CaO-Fe2O3系合成料,嚴格按**黑色冶金行業標準YB/T101-1997組織生產,**質量,服務用戶。爐底打結料生產廠家為大家介紹
電爐爐底打結操作工藝
1、打結前將爐底層清掃干凈,不得殘留雜物。
2、將打結料均勻鋪展于爐底,每層厚度為120-150mm(層數由爐底厚度決定),.后一層鋪展厚度為100mm。
3、在打結層表面覆蓋廢舊編織袋或帆布等隔層(以防打結時揚塵)。
4、采用振動器、壓料捶或木捶等工具進行打結、壓實,其壓縮率應為15-20%。

以上資料由爐底打結料廠家提供
5、每層打結后,應用鋼棒插入法檢查打結質量,鋼棒施加壓力10kg,插入深度應不超過30mm.
6、爐坡打結好使用鋼模圈逐層打結,若條件所限也可采用分層堆積打結,但.大堆積坡度應不超過40度為宜,高度為渣線以下。
7、爐底、爐坡打結完后,及時用廢舊鋼板、鐵皮予以覆蓋,以防止裝鋼加料時的重料沖擊。
8、冶煉爐的裝料應為輕薄料,以避免重料砸壞爐底、爐坡。
9、冶煉爐要禁止吹氧助熔,穩定爐內氣氛,冶煉中每次穿井到底和進料前需停電10-15分鐘,以利于打結料中的氣體排除,當鋼水溫度達到1650℃時,保持時間必須≥30分鐘后方可出鋼,整個熔化期時間應保持時間在3個小時以上。
10、當爐底反復使用后出現局部凹坑,可采用熱修補法,將鋼水出凈后,用氧氣或壓縮空氣將殘渣徹底清除,吊入打結料至修補部位落下,然后用壓料錘壓實即可繼續使用。
11、當需涼爐修補爐時,必須將爐體傾斜,以免殘鋼凝固在爐底,造成清除殘鋼時撥壞爐底,爐坡的冷補應注意清理表面雜物后進行。
以上資料由爐底打結料安耐捷廠家為大家整理!


 當前位置:
當前位置:
